弊社の取り扱っている全ての容器は1台の機械で、PETG、PET、PP、PC、PPSU等樹脂から最終容器までの成形を実現いたします。
金型交換にて様々な形状の容器が成形ができます。
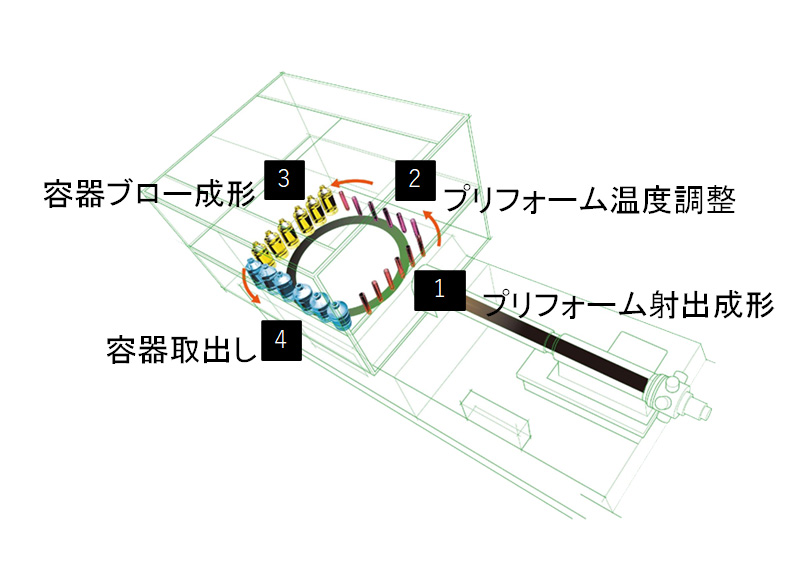
プロセス構成
STEP.1 プリフォーム射出成形
プリフォームは射出成形後、樹脂の結晶化温度以下に冷却されます。ブロー成形に必要な温度を保持するため、再加熱は不要です。
プリフォームは最終容器に求められる理想的なデザインに設計されるため、規格外のネックなど、特殊な容器も、簡単に実現できます。

STEP.2 プリフォーム温度調整
プリフォームの各部分を最適な温度にすることにより、様々な形状の容器や、軽量ながら強度のある容器の成形だけでなく、PET以外の各種樹脂の成形も可能にします。
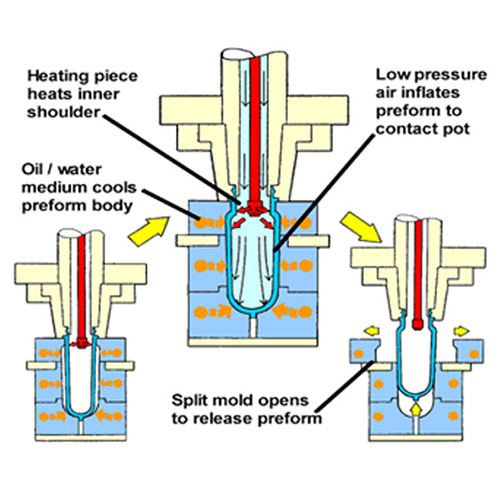

STEP.3 容器ブロー成形
ブロー成形プロセスには、ヒートセットやハンドル成形や装着など、様々な仕様を追加することができます。
ブロー金型を変更することで、同じデザインのプリフォームから、異なる形状の容器を成形できます。

STEP.4 容器取出し
容器はプリフォームが成形された時から最終容器に至るまでリップキャビティでネックを保持されていますが、ここでリップキャビティから離型され、容器が取り出されます。
樹脂から最終容器まで一台の機械で成形されるため、ネックと胴部の擦り減りや傷もなく、高品質で外観の美しい容器の成形が可能です。
